
Als je al een tijdje aan het 3D printen bent ben je er ongetwijfeld al een keer tegen aangelopen. Je hebt een design gemaakt of een model gevonden om te gaan printen en het kan niet zonder supports. Na dit artikel twijfel je nooit meer over waar en wanneer je supports moet genereren.
Wat is support?
Zoals je waarschijnlijk al weet als je dit artikel leest werkt een 3D printer door laag voor laag filament neer te leggen, je kunt geen filament in het niets printen. Als je model zo gemaakt is dat er delen zijn die zo overhangen of simpelweg een stuk hebben waar er niets onder zit moet je supports te printen om een goed resultaat te krijgen. Als je geen support gebruikt voor deze delen is het goed mogelijk dat je model niet mooi print of helemaal faalt.
Wanneer moet ik support gebruiken?
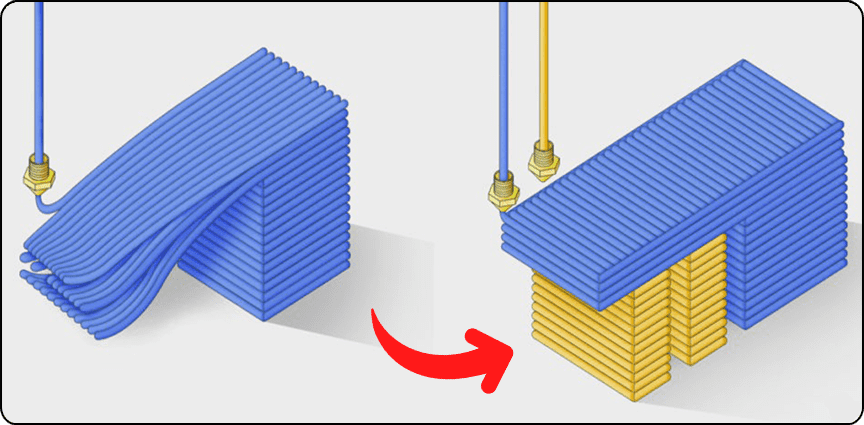
Als regel kun je de 45 graden regel aanhouden, zodra je print meer dan 45 graden overhelt is het aan te raden om support te gebruiken. Ook moet je support gebruiken voor bridges, hier kun je aanhouden dat je support onder je bridge moet gebruiken zodra deze langer is dan 10mm. Er zijn hierbij nog wel wat variabelen zoals je laaghoogte en positionering van je print, hierover kun je meer lezen in onze andere blog posts. Als je dit niet doet zal je bridge teveel gaan doorhangen wat resulteert in een slecht resultaat. Het verschil tussen een bridge en overhang kun je zien in de afbeelding hieronder.

Test en calibreer je printer
Wat we hierboven besproken hebben qua wanneer je support moet gebruiken zijn de generale regels, dit is voor iedere printer anders we kunnen dan ook niet genoeg benadrukken hoe belangrijk het is om je printer te testen met verschillende soorten filament en zo nodig te calibreren. Je kunt dit file gebruiken om overhang te testen. Hier print je overhang van 20 tot 70 graden, elke keer 5 graden meer, hierdoor kun je precies zien wanneer het nodig is om support te gebruiken met jouw printer. Om bridgen te testen kun je dit file gebruiken. Hier print je een steeds langere bridge en kan je ook hier weer precies zien waar het limiet ligt. Als alternatief kun je ook een generiek overhang/ bridge test file gebruiken, deze zijn overal te vinden.
Nadelen van support
Zonder support kun je veel designs niet printen, maar zie supports als een noodzakelijk kwaad en gebruik het niet waar het niet nodig is. We zullen een aantal nadelen van support hier opsommen.
- Meer materiaal/ print tijd verbruik: heel logisch eigenlijk, je moet de support ook printen dus dit kost materiaal. Je slice print normaal gesproken het support zo dun mogelijk waardoor je minder verbruikt dan met normaal printen, maar het materiaal dat je verbruikt beland uiteindelijk in de prullenbak. Ook heel logisch, omdat je het moet printen kost het ook meer tijd.
- Nabewerking: alle support die je print, waar je vervolgens op verder print moet verwijderd worden. Dit kan soms op lastige plekken zitten waardoor het lastig te verwijderen is. Als de plekken niet meer bereikbaar zijn na printen en het support er wel echt uit moet kun je oplosbaar support materiaal gebruiken hierover later meer.
- Risico op het beschadigen van je model: als je support te vast zit aan je model en je het eraf breekt is er altijd risico op schade van je model. Je kunt de afstand tussen support en model zelf instellen maar let op, dit is een fijne balans: teveel ruimte en je support is voor niets geprint maar te weinig ruimte resulteert in support wat te vast zit waardoor je schade kunt krijgen. We raden aan om hier mee te experimenten en te bepalen wat voor jouw printer het beste is.
Minimaliseer support door reoriëntatie

Zoals hierboven besproken is het het beste om supports zoveel mogelijk te voorkomen, door het tactisch plaatsen en draaien van je model is het vaak mogelijk om te zorgen dat je minder of helemaal geen supports meer nodig hebt. We raden aan om altijd te controleren of er geen betere positie is voor je model waardoor het makkelijker te printen wordt. Wees ook niet bang om je model schuin te printen, soms heb je dan een klein beetje support nodig vanaf je bed maar kun je delen hoger in je print waar je anders support naar toe had moeten printen niet meer nodig hebben. Dit resulteert vaak in een mooier resultaat dat je sneller print en minder materiaal nodig hebt.
Verschillende type support en support materialen
Er zijn verschillende soorten support we bespreken er hier twee, tree support en lineair support.
- Tree support: in de meeste gevallen is tree support de beste optie, het kan om je model heen geprint worden in een boog en is meestal makkelijker te verwijderen.
- Lineair support: vooral te gebruiken als je vanaf je bed je support recht omhoog kunt printen zonder om je model heen te hoeven, alleen in deze situatie zou je lineair support boven tree support kiezen naar onze mening.
Oplosbaar support materiaal
Als je een model hebt wat support op onmogelijk te verwijderen plaatsen hebt zijn er 2 opties, of je maakt het gewoon dicht waardoor er geen support meer nodig is. Maar wat nou als het juist hol moet zijn voor de functionaliteit van je print? Dan is de enige optie om te printen met oplosbaar materiaal, dit is support materiaal wat oplost in water, je hoeft alleen maar je print in water te leggen wanneer je klaar bent met printen en alle support lost op ideaal dus. Er zitten wel nadelen aan oplosbaar support materiaal, het is duur en je zoals eerder besproken kan dit resulteren in honderden materiaalwissels waardoor de print tijd exponentieel omhoog gaat.
Verwijder je supports als je print warm of koud is?
Als je print compleet afgekoeld is, hierdoor breekt het support er veel makkelijker af en dat is wat je wilt. Als je print nog warm is resulteer dit 9 van de 10 keer in buigen en trekken waardoor je eigenlijk altijd meer schade aanricht. Een goede tip, wanneer je support afbreekt en bijvoorbeeld op PLA een doffe plek achterlaat kun je dit met een warmtebron weer mooi maken. Gebruik hiervoor bijvoorbeeld een verfbrander, houdt hem niet te dichtbij want dan kun je het hele model vervormen.
Vragen, opmerkingen of tips.
Als je nog meer vragen hebt met betrekking tot 3D printen of opmerkingen/ tips hebt neem dan contact met ons op. Wij schrijven deze blogs om iedereen te helpen een perfect 3D print resultaat te behalen, heb je nou geen 3D printer en wil je toch graag iets 3D laten printen neem dan contact op met onze 3D printservice.